
MULTI DAYLIGHT PRESS: FEEDING AND DISCHARGING
Transformerboards: Automatic feeding and discharging of a multi dayligh press
Transformerboard, a cellulose-based insulating material, is produced through a process involving pulping and pressing in a hot multi-daylight press. High-grade wood pulp is typically used to create a dense sheet. Quality control and adherence to standards are crucial throughout the manufacturing process.The wet sheets are fed one after the other from a wet section, where the sheets are built up layer by layer, into a loading basket. With this loading basket filled with wet sheets, all sheets are loaded simultaneously into the hot multi-daylight press.
The performance and cycle time are determined by the thinnest board, which can be 1 mm thick after pressing, for example. These boards are approximately 4 mm thick before pressing. A wet sheet can come out of the wet section approximately every 50 seconds.
Advantages
Decoupling of wet area and pressing process
The throughput capacity of the multi-stage press is only optimal if the material is provided at exactly the right moment and can be removed quickly after the pressing process. Boards are produced continuously in the wet area. The feeding and emptying device decouples board production in the wet area from the pressing process, eliminating delays and maximizing productivity.Gentle transport of sensitive material
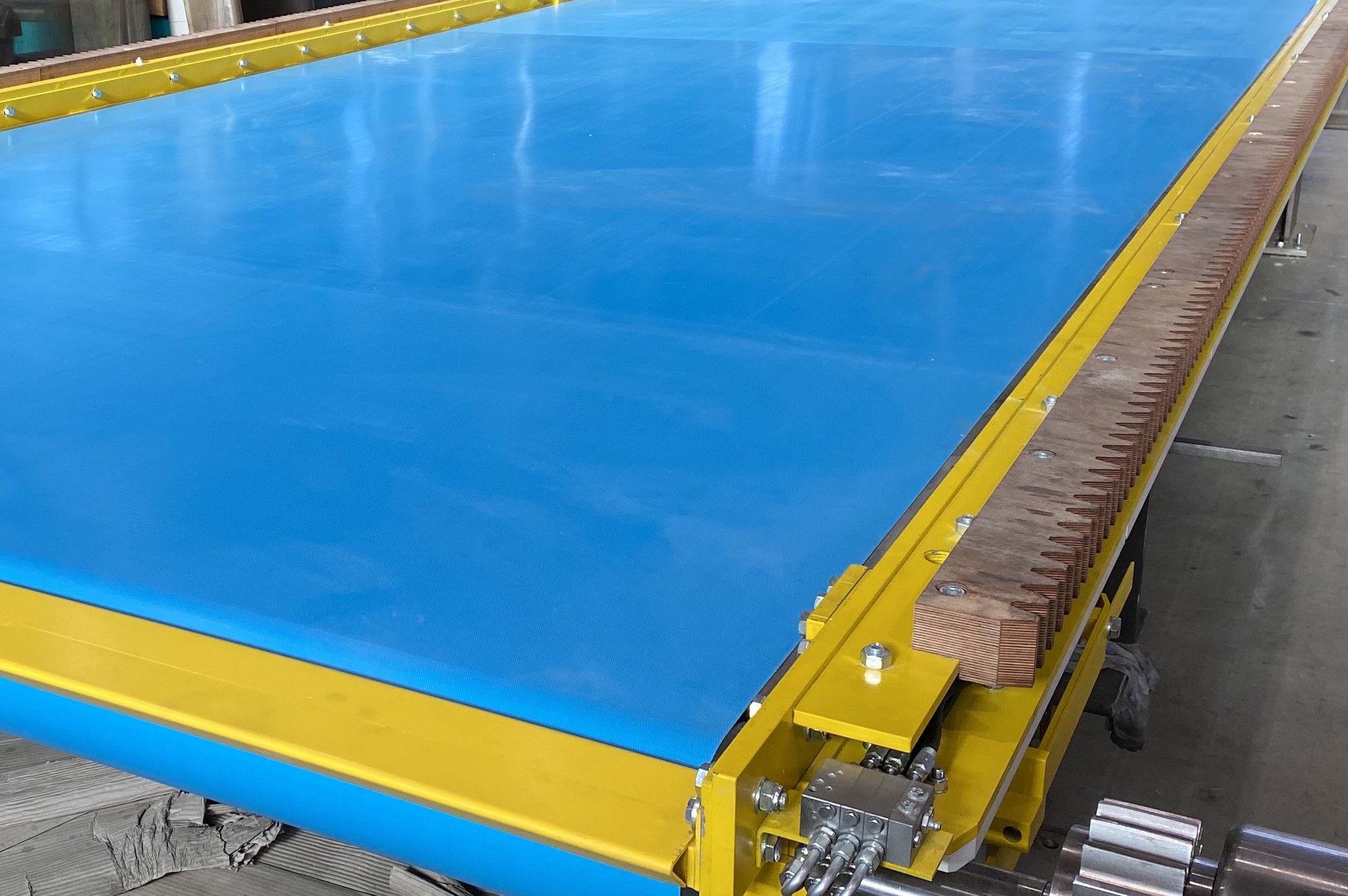
Wide conveyor belts provide full-surface support for wet and sensitive panels. Transitions between the belts ensure safe transport of the panels from one conveyor belt to the next.Robust construction
Durable and low-maintenance design
Resilient construction
Built to last
Simultaneous loading and unloading process
This process maximises production time by minimising machine downtime. Instead of first emptying the press completely and then reloading it, both processes take place in parallel.
Unloading process: The pressed boards are removed from one side of the press.
Loading process: At the same time, the belt trays with new, unpressed material enter the press from the opposite side.
This synchronised approach means that the press does not have to wait for one process to finish before the next one can begin. As soon as the old parts have been removed and the new trays are in position, the pressing process can begin immediately. The result is maximum efficiency and optimised cycle times.Flexible configuration of the system
The systems are designed and built to meet customer-specific requirements such as component geometries, weights and process requirements. The basic data and requirements are requested as early as the quotation stage so that we can prepare a customized offer.Prevention of metallic abrasion
Since insulating material for electrical components is manufactured within the system, all moving and wear-prone parts are designed to prevent metallic abrasion as far as possible.






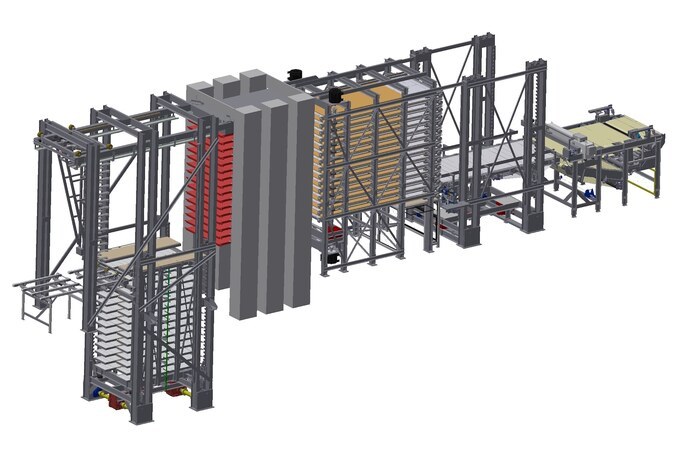
Multi-Daylight feeding and discharging
We are developing solutions today for your future needs
Let us know your individual requirements.
We will work out a concept tailored to your needs.
We will work out a concept tailored to your needs.
Technical design
Trimming the wet boards
Each board is cut to length and trimmed by cutting units on the right and left. Special knives are used to trim the boards while they are still wet. Waste generated by trimming the boards is collected and recycled. The boards can be up to 6.5 m long and 3.4 m wide.
The thickness of the boards usually ranges between 1 and 8 mm. Since the unpressed boards still have a moisture content of up to 70% before entering the press, the conveyors and the interfaces between the conveyors must be designed accordingly to ensure safe and damage-free transport to the press.Loading basket with a belt tray for each level
The number of daylights varies and can be configured depending on the products to be manufactured and their basic data, with up to 20 daylights possible. Once the belt-trays of the loading basket in front of the multi-daylight press are filled and the press is opened, all belt-trays move into the open press simultaneously. At the same time, the pressed and finished transformer boards are pulled out of the press on the opposite side of the press by the unloading device.Multi-daylight press
As soon as the belt-trays leave the press, it closes the daylights and builds up pressure. This compresses the boards. First, the water contained in the board is mechanically displaced; once a certain compression threshold is reached, this is done using heat.Synchronous emptying and loading
While the press is being emptied from one end, the belt-trays move in from the opposite end to refill the press. The simultaneous feeding and emptying process allows the press to start the next pressing process as quickly as possible, optimizing cycle times.
After the boards have been removed from the press and the suction cups have been detached from the boards, the lowest level of the basket is lowered to the removal and working height for subsequent further processing. This process is repeated for each of the levels until the entire basket is empty. The empty basket is then raised to the height at which the boards can be pulled out of the press for the next emptying process.
Lifting station for feeding the belt trays
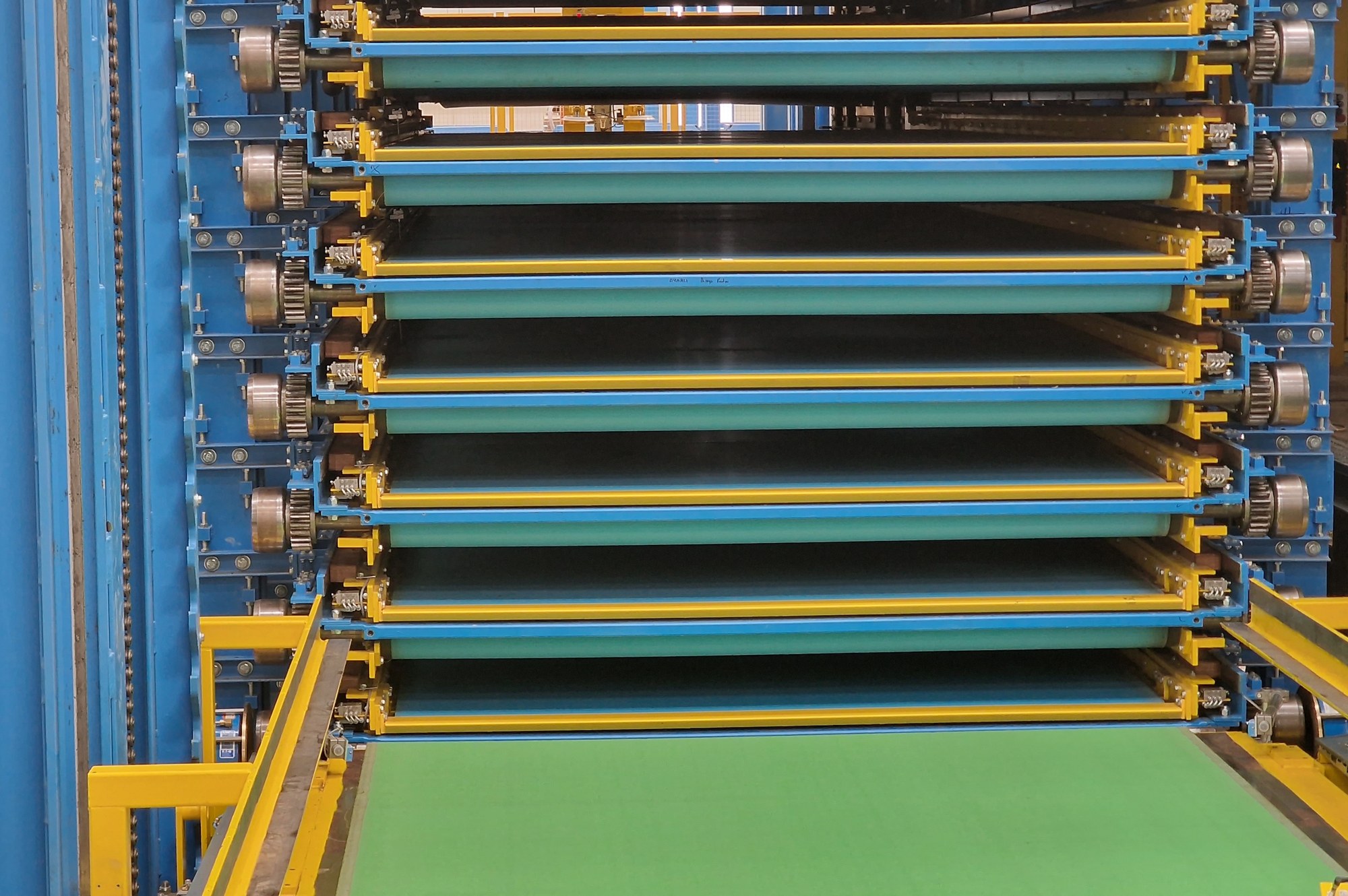
To load the press, there is a loading basket in front of the press with one belt-tray for each level of the press. There is a belt-tray for loading the press on each daylight of the open press. In front of the loading basket there is a liftable and lowerable belt conveyor for feeding the belt-trays of the loading basket.
The trimmed sheet is lifted by a liftable belt conveyor up to the next available free belt-tray to be transferred onto it. This process is repeated until all belt-trays of the loading basket have been loaded. The loading basket is loaded during the pressing process while the press is closed.Press loading using the belt trays
The reverse motion of the belt-trays for placing the boards in the press, whilst the belt is moving forwards at the same time, is synchronized. That way the board stays inside the press while the belt-trays are pulling back. The belt-trays are equipped with a knife-edge to ensure that the wet boards are placed gently on the press screen.Removal basket with half-levels
Once the pressing time has elapsed, the press opens, and the finished pressed boards can be removed from the press. For this purpose, all boards are simultaneously pulled from the press on to a multi-level removal basket using vacuum suction cups to separate the freshly pressed transformerboards from the press screens and to pull them out.
Automatic storage systems for transformer boards
Do you need the right warehouse?
We have storage solutions for large-format stacks.